Design Tips
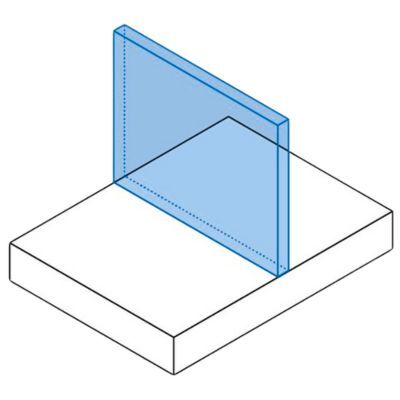
Wall Thickness
Recommended Thickness: 0.8 mm for metals, 1.5 mm for plastics
Reducing wall thickness makes the material less stiff, leading to more vibrations during machining and less accuracy. Plastics can warp due to stress and soften with heat, so it's best to use thicker walls. Always assess the recommended values individually for each case.
The minimum wall thickness is 0.8 mm for metals and 1.5 mm for plastics. For thinner walls, consider using other cost-effective methods like sheet metal fabrication.
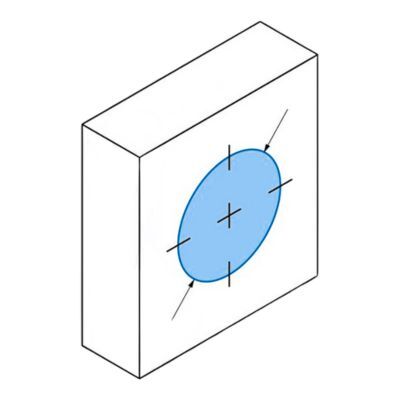
Tolerances
Recommended Tolerance: ± 0.02
Tolerances define the boundaries for an acceptable dimension. The achievable tolerances vary according to the base dimension and the geometry of the part. The values above are reasonable guidelines.
If you don't set specific tolerances, the machine will use its default settings, saving time and money. Only specify tight tolerances when necessary, and keep them consistent throughout your design to reduce machining time.
Threads
Recommended Thread Size: M1 (and lower depending on the situation)
Recommended Thread Length: 3x nominal diameter
Threads are created using taps for internal threads and dies for external threads, capable of cutting down to M2. CNC threading tools are widely used and favored by machinists because they reduce the risk of tap breakage and can cut threads down to M6.
Unnecessarily long threads increase machining costs. The strength of the connection does not increase when the thread length exceeds the size of the diameter by more than 1.5 times. This means that threads longer than 3x the nominal diameter are unnecessary from both a manufacturability standpoint, but also costing one.
- Threads should be no longer than 3 times the hole diameter
- For blind holes, ensure there is an unthreaded section at the bottom that is at least half the diameter of the hole
Cavities
Recommended cavity depth: 4x the cavity width
End mill tools have a limited cutting length (typically 3–4 times their diameter). Deep cavities can cause tool hanging, deflection, chip removal problems, and tool breakage. Keep cavity depths to 3-4 times their width to get good results.
For deeper cavities (6x their width), design with variable depths. You can achieve a greater diameter-to-cavity depth ratio (i.e., a maximum depth of 35 cm with a 1-inch diameter end mill); just keep in mind that specialty tooling will be required.
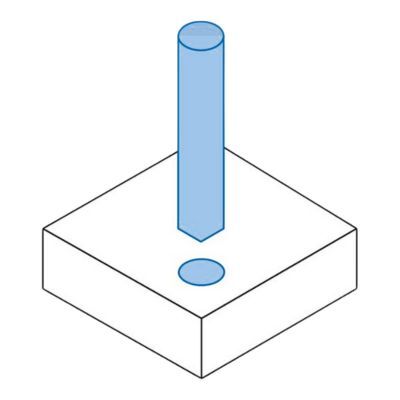
Small Features
Recommended: 2.5 mm (0.1")
Most machine shops can precisely create cavities and holes with tools as small as 2.5 mm (0.1 inches) in diameter. Features smaller than this require micro-machining, which involves specialized tools and expertise due to changes in cutting physics. It is advisable to avoid such features unless absolutely necessary.
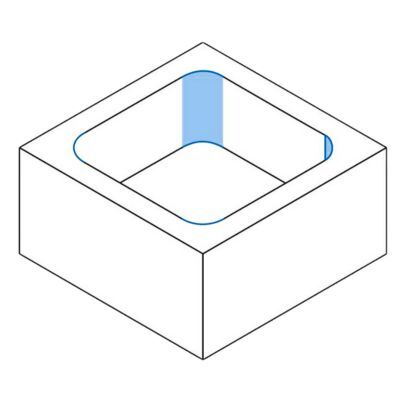
Internal Edges
Recommended Vertical Radius: ⅓ x cavity depth
Recommended Floor Radius: 0.5 mm, 1 mm, or none
Using the recommended internal corner radii ensures the use of the right tool diameter and matches the guidelines for cavity depth.
By slightly increasing the corner radii beyond the recommended value (such as by 1 mm), the tool can cut in a circular path rather than at a 90-degree angle. This approach is preferred as it enhances the surface finish quality. If you need sharp 90-degree internal corners, consider using a T-bone undercut instead of reducing the corner radius.
End mill tools feature a flat or slightly rounded bottom edge. For different floor radii, ball end tools are used. Following the recommended values is a best practice, as machinists prefer them.
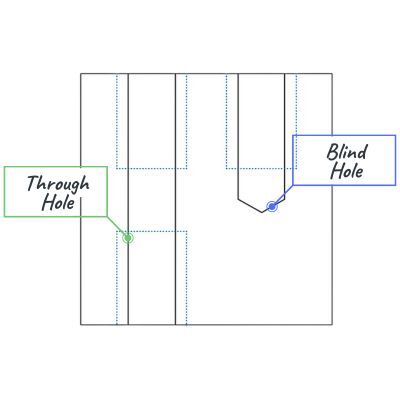
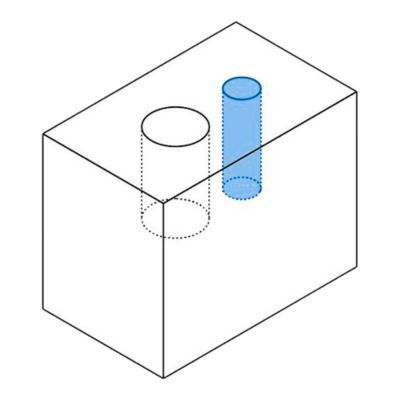
Holes
Recommended Diameter: Standard drill bit (or larger than 1mm)
Recommended Depth: 4x nominal diameter (10x nominal diameter is common)
End mill tools feature a flat or slightly rounded bottom edge. For different floor radii, ball end tools are used. Following the recommended values is a best practice, as machinists prefer them. To machine holes quickly and accurately, use standard drill bits or end mills. This eliminates the need for extra tools to fit non-standard sizes.
For holes with non-standard diameters, use an end mill tool. Follow the maximum cavity depth guidelines. If a hole is deeper than usual, use specialized drill bits with at least a 3mm diameter. Blind holes drilled have a conical floor at a 135-degree angle, while those machined with an end mill tool have a flat floor.
In CNC machining, there is no specific preference for using through holes or blind holes.
Lettering
Text can be added to the machined part by painting or laser engraving during finishing. If you need the text to be machined, follow these guidelines:
- Opt for engraving rather than embossing to minimize material removal
- Choose 20-point Sans Serif fonts (many CNC machines have pre-programmed fonts like Arial or Verdana) to engrave or letter your parts